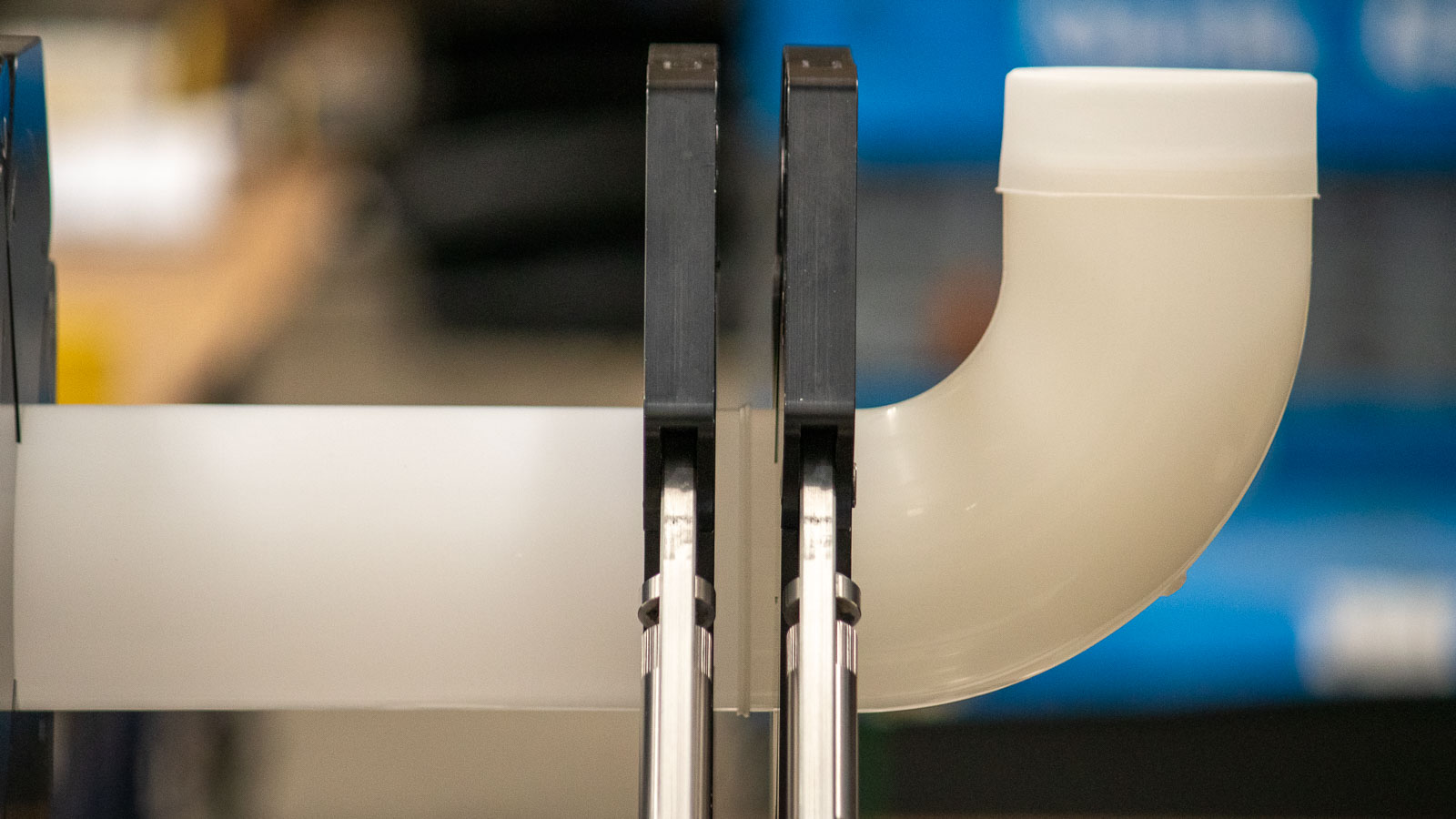
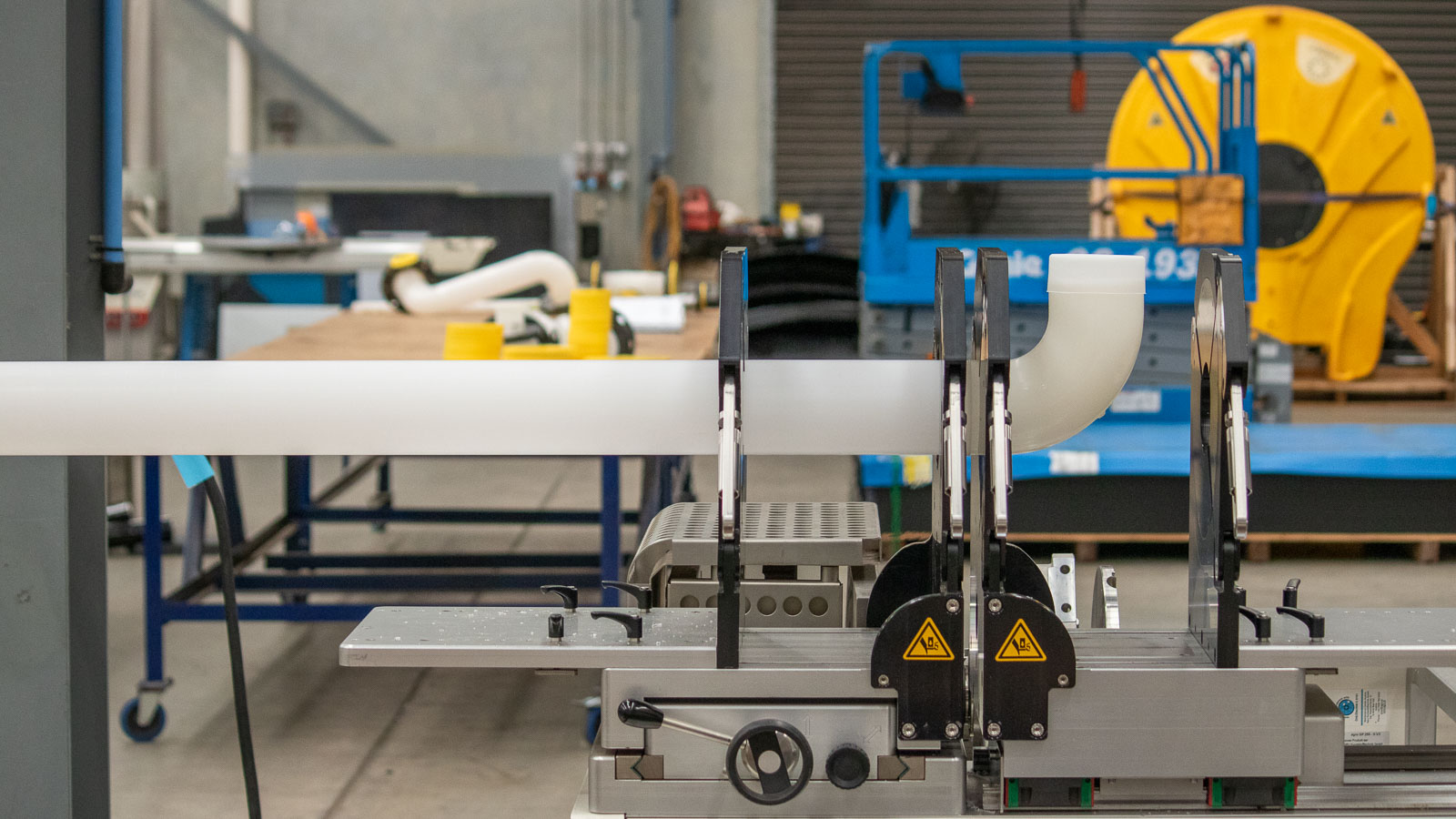
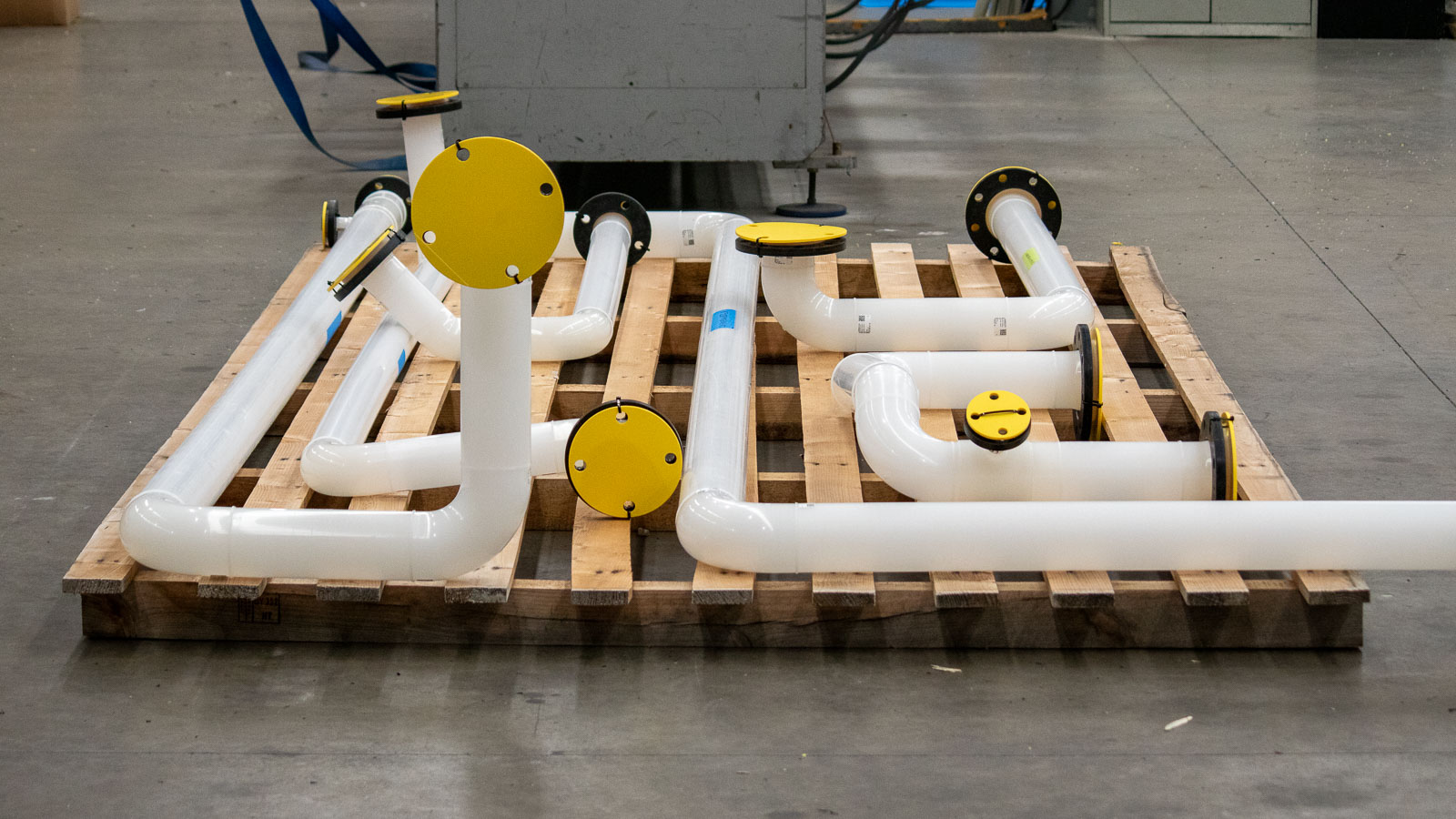
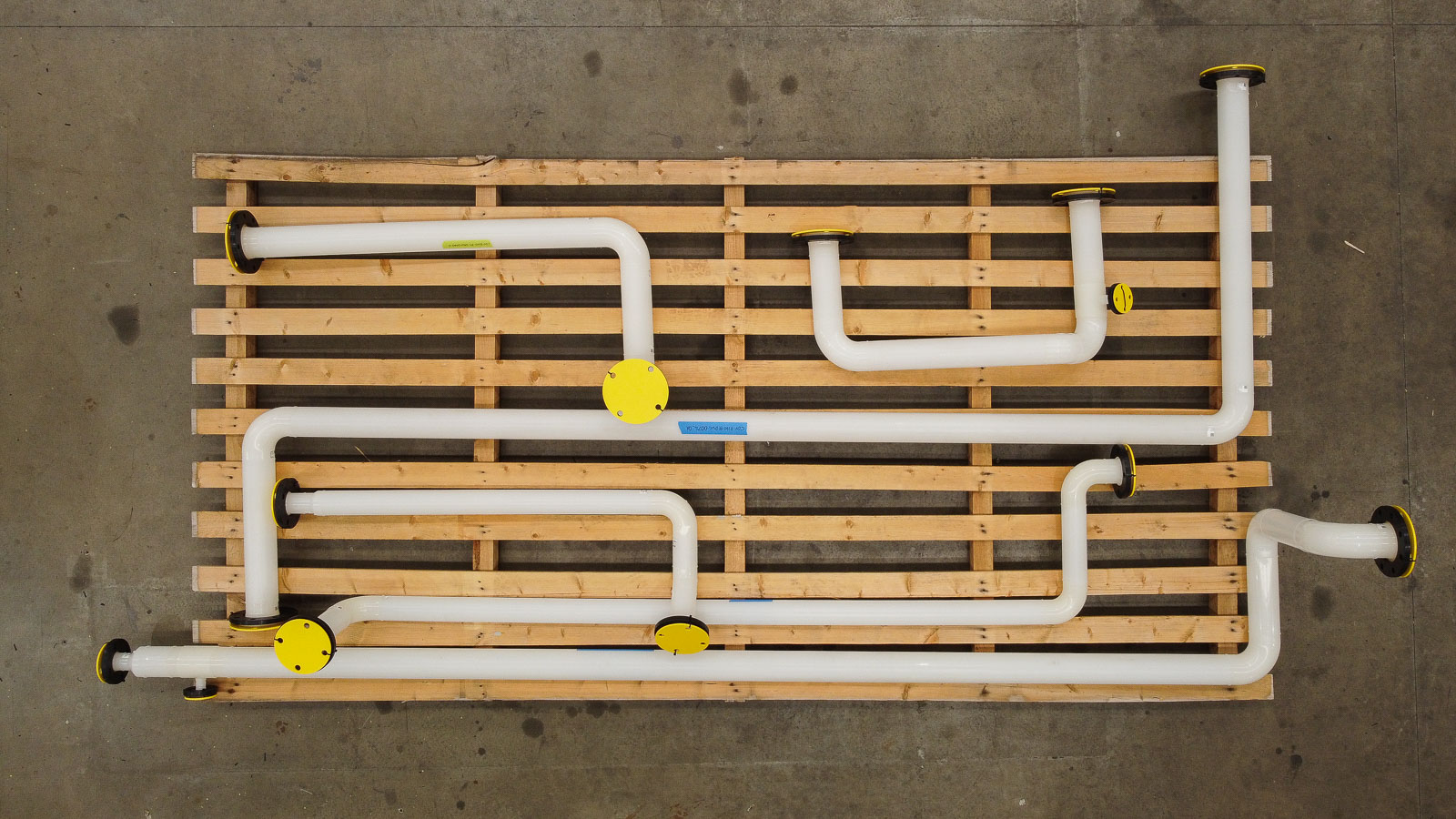
Fusion's WA plastic fabrication facility manufactured custom PVDF pipe spools for a Covalent Lithium's Kwinana, WA-based lithium refinery / processing plant. The spools were manufactured using an infra red (IR) welding process, as opposed to the usual butt welding process for spools.
The Kwinana Lithium refinery is designed to process the spodumene concentrate into battery-grade lithium hydroxide. With an anticipated recovery rate of 75%, the facility aims to produce approximately 50,000 tonnes of lithium hydroxide annually, sufficient to power around one million electric vehicles each year. The refinery is scheduled for completion and commissioning in mid-2025.
The PVDF piping and spools manufactured by Fusion will play a key role in transferring media around the plant to aid in the refining process.
Butt welding PVDF (polyvinylidene fluoride) using infrared (IR) welding instead of traditional butt welding offers several advantages, especially for applications where the material's chemical resistance, durability, and precision are critical.
1. Non-Contact Heating
- IR Welding: Heats the material using infrared radiation without direct contact between the heating element and the PVDF. This minimizes contamination risks, ensuring a clean weld surface.
- Regular Butt Welding: Uses a hot plate or element that comes into direct contact with the PVDF, which can introduce contaminants or create residue on the material.
2. Consistent Heat Distribution
- IR Welding: Provides even heat distribution across the joint, leading to a more uniform melt and stronger welds. It is especially beneficial for PVDF due to its sensitivity to temperature variations.
- Regular Butt Welding: Can result in uneven heating if the heating plate isn't properly maintained or the process isn't well-controlled.
3. Reduced Material Degradation
- IR Welding: Avoids overheating the surface since there is no direct contact, which reduces the risk of thermal degradation of PVDF. This maintains the material's chemical resistance and mechanical properties.
- Regular Butt Welding: Direct contact can lead to localized overheating, potentially weakening the weld or causing material degradation.
4. Improved Weld Strength
- IR Welding: Produces high-quality, repeatable welds with excellent mechanical and chemical resistance. This is critical in high-purity applications such as chemical processing or semiconductor manufacturing.
- Regular Butt Welding: May have a slightly lower consistency in weld quality due to variability in temperature control and material handling.
5. Cleanroom Compatibility
- IR Welding: Ideal for applications in cleanroom environments, as the non-contact process minimizes the release of particulates or contamination during welding.
- Regular Butt Welding: The direct contact method may introduce particulates or residues, making it less suitable for sensitive environments.
6. Ease of Automation
- IR Welding: Well-suited for automated systems due to its precision and ability to control parameters like temperature, pressure, and timing. This is beneficial for manufacturing processes requiring high throughput and consistency.
- Regular Butt Welding: Less easily automated and may require more manual intervention for quality control.
7. Aesthetic and Functional Finishes
- IR Welding: Produces cleaner, smoother welds with minimal flash (excess material at the joint), which reduces the need for post-weld trimming or finishing.
- Regular Butt Welding: May result in more visible flash or uneven joints, requiring additional processing to achieve a smooth finish.
Applications Where IR Welding is Preferred:
- High-purity industries (e.g., pharmaceuticals, semiconductors).
- Chemical processing plants requiring leak-proof and chemically resistant joints.
- Environments where contamination must be minimized.
While IR welding equipment may have a higher initial cost, the long-term benefits in weld quality, reliability, and operational efficiency make it the preferred method for welding PVDF in many critical applications.